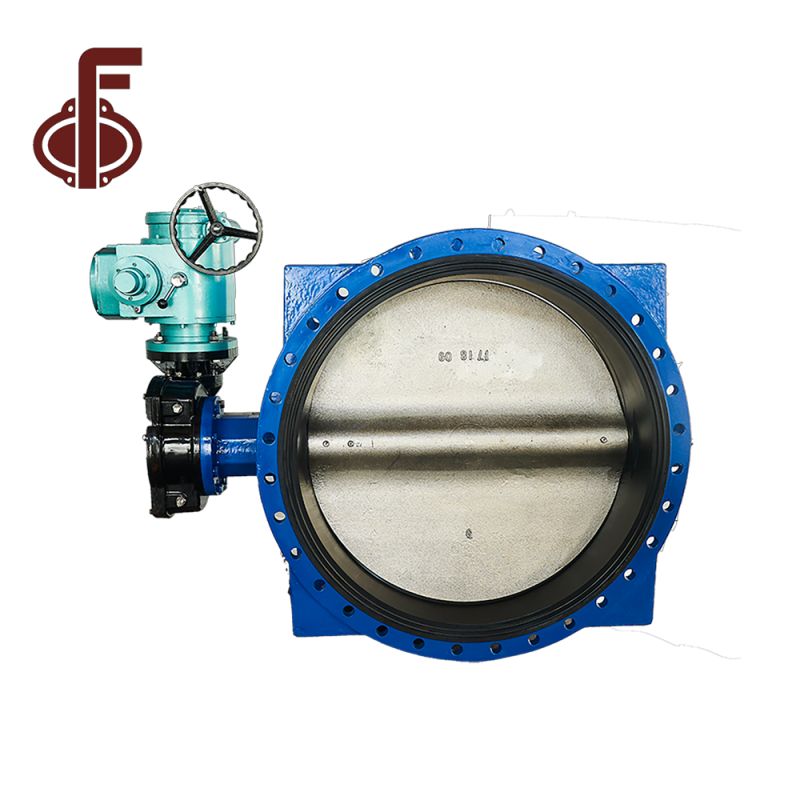



Үлкен диаметрлі электрлік фланецті көбелек клапандары



Өнімнің егжей-тегжейі
| Өлшемі мен қысым рейтингі және стандарты | |
| Өлшемі | DN40-DN4000 |
| Қысым рейтингі | PN10, PN16, CL150, JIS 5K, JIS 10K |
| Бетпе-бет ЖЖБИ | API609, BS5155, DIN3202, ISO5752 |
| Қосылым STD | PN6, PN10, PN16, PN25, 150LB, JIS5K, 10K, 16K, GOST33259 |
| Жоғарғы фланецті STD | ISO 5211 |
| Материал | |
| Дене | Шойын (GG25), Созылмалы шойын (GGG40/50), Көміртекті болат (WCB A216), Тот баспайтын болат (SS304/SS316/SS304L/SS316L), Екі жақты тот баспайтын болат (2507/1.4529), Қола, Алюминий қорытпасы. |
| Диск | DI+Ni, көміртекті болат (WCB A216), тот баспайтын болат (SS304/SS316/SS304L/SS316L), дуплексті тот баспайтын болат (2507/1.4529), қола, эпоксидті бояумен/нейлонмен/EPDM/NBR/PTFE/PFA қапталған DI/WCB/SS |
| Өзек/Білік | SS416, SS431, SS304, SS316, Дуплексті тот баспайтын болат, Монель |
| Орындық | NBR, EPDM/REPDM, PTFE/RPTFE, витон, неопрен, гипалон, кремний, PFA |
| Втулка | PTFE, қола |
| О сақинасы | NBR, EPDM, FKM |
| Жетек | Қол рычагы, беріліс қорабы, электрлік жетек, пневматикалық жетек |
Өнімді көрсету






Өнімнің артықшылығы
Клапанның корпус жағында орналасқан маркер тақтайшасы, орнатқаннан кейін бақылау оңай. Пластинаның материалы SS304, лазерлік белгісі бар. Біз оны бекіту үшін тот баспайтын болаттан жасалған шегелерді қолданамыз, оны таза және қатайтады.
Болттар мен гайкалар тоттанудан қорғау мүмкіндігі жоғары ss304 материалын пайдаланады.
Клапан тұтқасы иілгіш темірден жасалған, кәдімгі тұтқаға қарағанда коррозияға қарсы. Серіппе мен түйреуіш ss304 материалынан жасалған. Тұтқа бөлігі жартылай шеңберлі құрылымды, жақсы жанасу сезімін береді.
Көбелек клапанының түйреуіштері модуляция түрін, жоғары беріктікке, тозуға төзімділікке және қауіпсіз қосылымды пайдаланады.
Түйреуішсіз сабақтың дизайны үрлеуге қарсы құрылымды қолданады, клапан сабағы қос секіру сақинасын қолданады, бұл орнатудағы қатені өтеп қана қоймай, сонымен қатар сабақтың үрленуін тоқтата алады.
ZFA әрбір өнімінде клапанның негізгі бөліктері үшін материалдық есеп бар.
ZFA клапан корпусы қатты клапан корпусын пайдаланады, сондықтан салмағы кәдімгі түрге қарағанда жоғары.
Клапан эпоксидті ұнтақты бояу процесін қолданады, ұнтақтың қалыңдығы кемінде 250 мкм. Клапан корпусы 200 ℃ температурада 3 сағат қыздырылуы керек, ұнтақ 180 ℃ температурада 2 сағат қатаюы керек.
Табиғи салқындатудан кейін ұнтақтың желімі кәдімгі түрге қарағанда жоғары болады, 36 ай ішінде түсінің өзгермейтініне кепілдік береді.
Пневматикалық жетектер қос поршеньді құрылымды қабылдайды, жоғары дәлдікпен және тиімді, сондай-ақ тұрақты шығыс моменті бар.
Корпус сынағы: Клапан корпусын сынау стандартты қысымға қарағанда 1,5 есе қысымды пайдаланады. Сынақ орнатылғаннан кейін, клапан дискісі жартылай жабылғаннан кейін жүргізілуі керек, бұл корпус қысымын сынау деп аталады. Клапан орындығы стандартты қысымға қарағанда 1,1 есе қысымды пайдаланады.
Арнайы сынақ: Тапсырыс берушінің талабына сәйкес, біз сізге қажет кез келген сынақты жасай аламыз.
Ең көп сатылатын өнімдер









Өнім санаттары
-

Электрлік резеңкеден жасалған толық қапталған фланецті көбелек түріндегі ...
-

DN100 PN16 E/P позициялаушы пневматикалық пластиналы түйіспе...
-

PN16 DN600 қос білікті пластиналы көбелек клапаны
-

DN100 EPDM толығымен қапталған пластиналы көбелек клапаны Mu ...
-

DN800 DI бір фланецті пластиналы көбелек клапаны
-

Жылтыратылған тот баспайтын болаттан жасалған жоғары өнімді пластина...





